






片材挤出机 http://hkb8.qqzyw.com/
WPC发泡地板生产线 http://jdl9.qqzyw.com/
塑料片材挤出机 http://hkb5.qqzyw.com/
EPDM挤出机 http://hkb3.qqzyw.com/
POE挤出机 http://hkb1.qqzyw.com/
站内搜索 网站公告  联系方式荣誉资质友情链接新闻中心产品分类 联系方式荣誉资质友情链接新闻中心产品分类 |
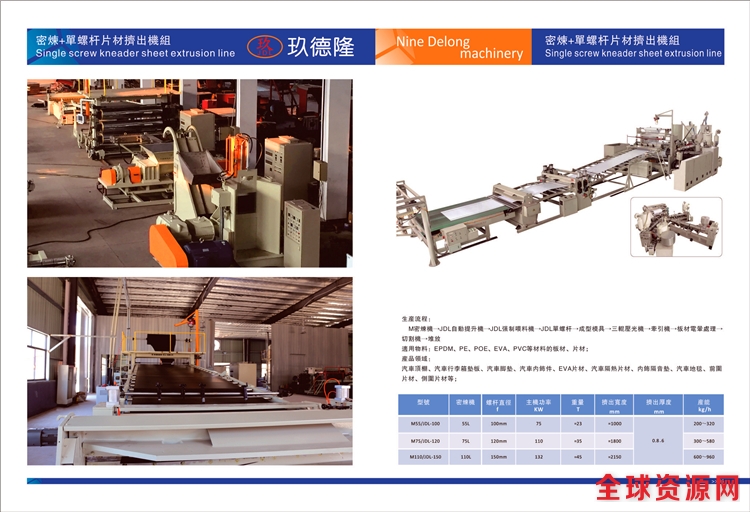
详细信息 单螺杆挤出设备 (3) 料筒: 料筒是挤出机的主要装置之一,塑料的混合、塑化和加压过程都在其中进 行。挤压时料筒内的压力可达 55Mpa,工作温度一般为 150~250oC,因此料筒是受压和受热的容器,通常由高强度、坚韧耐磨和耐腐蚀的合金钢制成。料筒外部设有分区加热和冷却 的装置,而且各自附有热电偶和自动仪表等。 (4) 螺杆: 螺杆是挤出机的关键部件,一般螺杆的结构如图 2 所示。 (5)口模和机头:机头是口模与料件之间的过渡部分,其长度和形状随所用塑料的种类、 制品的形状加热方法及挤出机的大小和类型而定。机头和口模结构的好坏, 对制品的产量和质量影响很大,其尺寸根据流变学和实践经验确定。 (6)冷却装置:使熔融物料冷却为固体(或产品)单螺杆挤出设备,以便于切割成粒或产品。 (7)卷取(切割) : (8)后处理:喷涂、丝印、表面处理等国产设备几乎100%可以满足要求。所以,当采用“压延法”工艺生产PP热成型片材时,用国产设备比用进口设备更实惠。常见热成型用PP原材料的选用:PP颗粒料通常选用挤出板材级、片材级,拉丝级、窄带级或热成型级。一.当采用“压延法”加工较厚PP“正压热成型片材”(0.50——2.50 mm)时,PP材料对设备适应性很强,工艺要求比较宽松。以立式三辊上进料为例:采用“压延法”生产时,上辊与中辊之间有余胶,细如铅笔。在生产0.50mm—单螺杆挤出设备—2.5mm甚至更厚的正压热成型PP片材时,对设备适应范围较宽,工艺调节比较容易。此外,还有以下几种优势:(1)用“压延法”工艺生产PP正压热成型片材时,PP材料对螺杆、料筒的适应性比较强:不论是在理论上推荐的专用、突变式、分离型、L/D=22—25的单螺杆,还是渐变式、通用、排气式、L/D=2O—35、屏障型、分流型等其他新型单螺杆,都在实际生产中有成功生产的事例。这是由于在实际生产中,各个工厂实力不同,不可能都拥有专用的设备或配置,加之材料的频繁更换,不可能每次都更换为专用的料筒和螺杆。所以,在实际生产中:一条片材生产线既可以用来生产HIPS、CPS、ABS片材,也可以安排生产PP、PE片材,还可以加工PP降解材料、单螺杆挤出设备含填充母料的PP、PE片材。专业生产片材生产线设备的企业,所推出的片材生产线一般都适合加工PP材料。(2) 用“压延法”工艺生产PP正压热成型片材时,PP材料对机头结构、调速方式、传动方式、温控方式、唇口开度、进料方式(上进料、下进料)适应性很强PP材料加工范围较宽,所以温度的设置也比较宽泛。单螺杆挤出设备由于PP材料的熔点是164-—170℃,而在实际生产中,加工温度的设置可从170℃至270℃,具体随材料产地不同、设备不同、加工地不同而有所差异。唇口开度一般没有太严格的要求,但唇口开度应该至少大于片材厚度。在实际操作中,片材规格较多,调整唇口开度比较麻烦,甚至可以一直采用生产最厚片材的唇口。有的采用唇口(厚)开度≈片材厚度x(1+10——30%);有的是当片材厚度低于0.8mm时唇口开度采用1.0mm,当片材厚度大于0.8mm
片材挤出机 http://hkb8.qqzyw.com/ WPC发泡地板生产线 http://jdl9.qqzyw.com/ 塑料片材挤出机 http://hkb5.qqzyw.com/ EPDM挤出机 http://hkb3.qqzyw.com/ POE挤出机 http://hkb1.qqzyw.com/ |